
数控剪板机产生溜车原因总结
2018-12-26 18:49:15 点击:
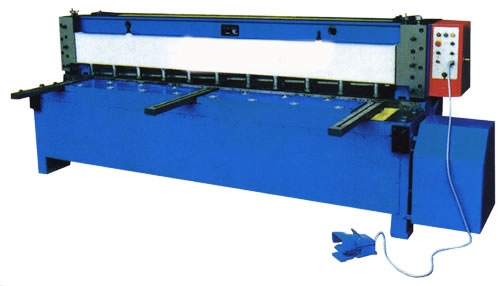
在实践中 ,剪板机是用一个刀片相对另一刀片作往复直线运动剪切板材的机器,我们经过过程(guò chéng)多年的补缀溜车现象的经验 ,公司(Company)是专业的剪板机厂家,对数控剪板机产生溜车原因重要总结(zǒng jié)为以下几个方面 ,并响应的试探出懂得决办法 :
1)制动器产生的制动力太小 ,重要有 3 个方面 :制动器弹簧(huáng) 压力调剂太小 ;制动器弹簧经久应用弹性降低(reduce) ;摩擦镶块磨损(零部件失效的一种基本类型)较 重 ,导致(cause)制动力矩降低。液压压力机在操作送油阀前先将加载速度指示装置开启,并迅速将调节器旋到适当位置,使指示盘保持一定的转速。例如在3000kN量程上欲采用50kN/s的加载速度应调整到1r/min。又如在1500kN量程上欲采用12.5kN/s加载速度则应调整到0.5r/min(转速均用秒表测定)。调整好指示盘转速后保持不变。 解决办法 :检查合营外面 ,如有研磨 ,会有的铁屑、氧(Oxygen) 化铁皮之类的脏器械 ,用锯条、钢丝刷等清洗掉落后 ,用石油清洗 一遍 ,露出滑腻的外面 ,高点也用砂皮 打磨好
4)制动器活塞(piston)与制动器缸体产生研磨 ,导致(cause)制动器推杆不克不及 到位 ,不克不及压实摩擦镶块 ,使制动力减小。液压压力机主要是有机架、液压系统、冷却系统、加压油缸、上模及下模,加压油缸装在机架上端,并与上模联接,冷却系统与上模、下模联接。其特征在于机架下端装有移动工作台及与移动工作台联接的移动油缸,下模安放在移动工作台的上面。数控折弯机本机适用于大型钢结构件,铁塔、路灯杆、高灯杆、汽车大梁、汽车车货箱等相关行业。
2)聚散器从动盘与中央套滚键 ,导致(cause)传动不克不及离开。
3)聚散器活塞(piston)密封圈老化破坏(vandalism)或聚散器活塞与聚散器缸体研 损 ,导致(cause)顶力不足。 解决办法 :将聚散器活塞拆下来 ,键是固定(fixed)在活塞外圆上与 活塞一路在气缸(压缩空气)内孔上滑动 ,巡查活塞外圆 ,看是否有研磨亮点 , 如有需用砂皮 打磨后应用。检查密封圈无缺情况(Condition) ,如有破坏改换 密封圈。
- 上一篇:剪板机的安全防护措施 2018/12/27
- 下一篇:卧式液压机加工模板内部发生的残余应力 2018/12/26